

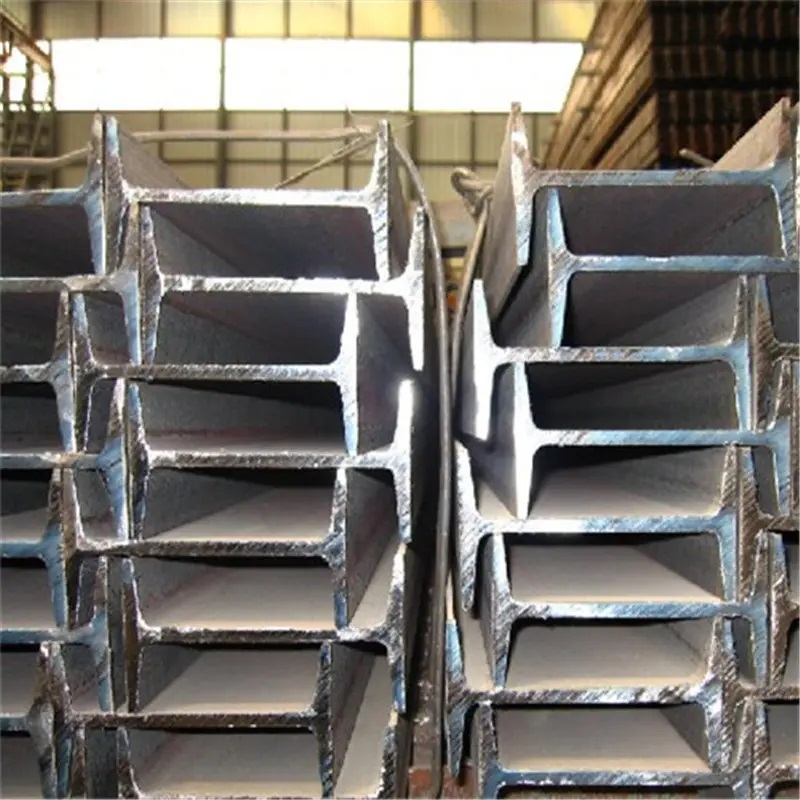
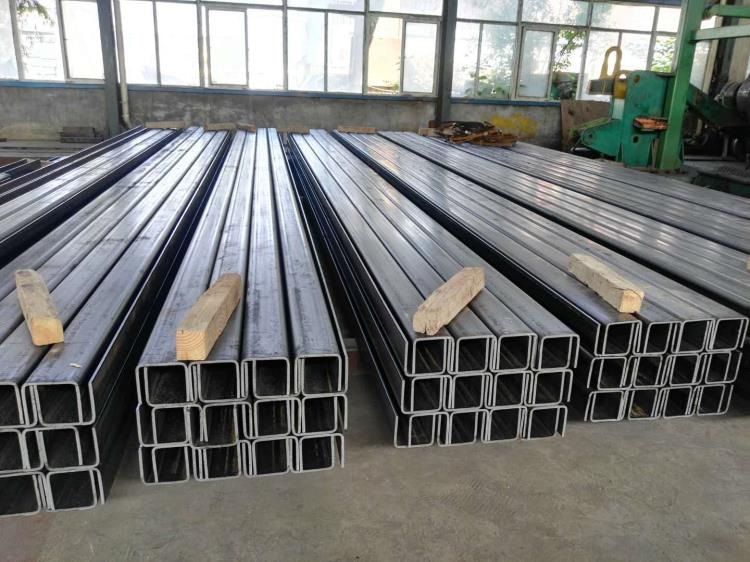
As steel structures can be seen everywhere, steel structure engineering has become the mainstream force of construction projects in today’s society. There is no need to say more about the advantages of steel structures in today’s society. Let’s briefly talk about the three major corrosion prevention knowledge of I-beam, angle steel and channel steel.
Today, we will analyze one of the shortcomings of steel structures, how to prevent corrosion.
The application range of steel structures is too wide, involving industrial plants, door awnings, carports and other industries, and even steel structure additions, platforms, mobile houses and other projects. There are so many uses for steel structures, which makes steel structure projects very popular. Since there are shortcomings, there must be preventive measures. In steel structures, there are many anti-corrosion measures. Today we will introduce three types.

Method 1: Thermal spray aluminum (zinc) composite coating
This is a long-term anti-corrosion method that is equivalent to the anti-corrosion effect of hot-dip galvanizing. The specific method is to first sandblast and remove rust on the surface of the steel components to expose the metallic luster and roughen the surface. Then, use an acetylene-oxygen flame to melt the continuously fed aluminum (zinc) wire, and blow it onto the surface of the steel component with compressed air to form a honeycomb-shaped aluminum (zinc) spray coating (thickness approximately 80 μm ~ 100 μm).
Apply coatings such as epoxy or neoprene paint to fill the capillary pores to create a composite coating. This method cannot be constructed on the inner wall of the tubular component, so both ends of the tubular component must be airtightly sealed so that the inner wall will not corrode. The advantage of this process is that it has strong adaptability to component size, and the shape and size of components are almost unlimited. Ship locks as large as Gezhouba are also constructed using this method. Another advantage is that the thermal impact of this process is localized and constrained, so no thermal deformation occurs. Compared with hot-dip galvanizing, this method is less industrialized, sandblasting aluminum (zinc) is labor-intensive, and the quality is also easily affected by the operator’s emotional changes.
Method 2: Coating method
The anti-corrosion properties of coating methods are generally not as good as long-term anti-corrosion methods (but the current anti-corrosion life of fluorocarbon coatings can even reach 50 years). Therefore, there are many indoor steel structures or outdoor steel structures that are relatively easy to maintain. It has a low initial cost but higher maintenance costs when used outdoors. The first step in the construction of coating method is rust removal. The best coating relies on thorough rust removal. Therefore, for coatings with high requirements, sandblasting and shot blasting are generally used to remove rust, expose the luster of the metal, and remove all rust and oil stains. Coatings applied on site can be removed by hand. The choice of coating should take into account the surrounding environment. Different coatings have different resistance to different corrosion conditions. Coatings generally include primer (layer) and topcoat (layer). The primer contains more powder and less base material. The film is rough, has strong adhesion to steel, and has good adhesion to the topcoat. The topcoat has many base materials and the film is shiny, which can protect the primer from atmospheric corrosion and resist weathering.
There are issues with compatibility between different coatings. When choosing different coatings before and after, you should pay attention to their compatibility. The coating construction must have appropriate temperature (between 5 and 38°C) and humidity (relative humidity not greater than 85%). The coating construction environment should be less dusty and there should be no condensation on the surface of the components. Do not expose to rain within 4 hours after painting. The coating is usually done 4 to 5 times. The total thickness of the dry paint film is 150 μm for outdoor projects and 125 μm for indoor projects. The allowable deviation is 25 μm. At the seaside or at sea or in a highly corrosive atmosphere, the total thickness of the dry paint film can be increased to 200~220μm.